
Liquid Cold Plate
Services
How to choose a suitable liquid cooling plates for your project depends on the chip's heating power, as well as the corresponding size ,making process and material. These are all system level design solutions. Perhaps, we are the system level design supplier for the cooling field that you just need.

Copper material friction stir welded
liquid cold plate

Aluminum material liquid cold plate
What Is the Friction Stir Welding Liquid Cold Plate?
A very high reliability of liquid cooled plate production process, friction stir welding process, its stable process, high production efficiency,it is the first choice for the production of high power chipsets cooling solutions.The friction stir welding method is the same as conventional friction welding. Friction stir welding also uses friction heat and plastic deformation heat as welding heat sources. The difference is that friction stir welding involves an welding pin, a cylinder or other shape (such as a threaded cylinder), being inserted into the joint of the workpiece. The pin is rubbed against the welding material by rotating the welding head at high speed. The material at the joint is heated and softened. At the same time to the material friction stir to complete the welding. The welding process is shown in the figure. In the welding process, the workpiece should be rigidly fixed on the back pad, the welding head side rotates at a high speed, and the joints along the workpiece move relative to the workpiece. The protruding section of the welding head is inserted into the inside of the material for friction and agitation. The shoulder of the welding head and the workpiece surface friction generate heat, and is used to prevent the overflow of the material in the plastic state, and can play the role of removing the oxide film on the surface.
In the welding process, the stirring needle extends into the workpiece joint while rotating, the friction heat between the rotating stirring head (mainly the shaft shoulder) and the workpiece, so that the material in front of the welding head has strong plastic deformation, and then with the movement of the welding head, the highly plastic deformation of the material gradually deposited in the back of the stirring head, thus forming the friction stir welding weld. Friction stir welding equipment requirements are not high, the most basic requirements are the rotating motion of the welding head and the relative motion of the workpiece, even a milling machine can simply meet the requirements of small plate butt welding. But the rigidity of welding equipment and fixtures is extremely important. The mixing head is generally made of tool steel, and the length of the welding head is generally slightly shorter than the required welding depth. It should be noted that the end of the friction stir weld leaves a keyhole at the end. Usually the keyhole can be cut off or sealed with other welding methods. To solve the keyhole problem, a telescopic mixing head has been developed successfully, which will not leave the keyhole after welding. The motion of interfacial atoms in friction stir process is still in the research stage.

What Should Engineers Pay Attention to When
Designing Liquid Cooled Plates?
When engineers design cooling schemes, they usually have multiple options for heat dissipation. If the engineer has determined the scheme for designing a liquid cooling plate, they need to pay attention to the following issues:
-Material:The material can be Copper material C1100 or Aluminum 6063/6061/1100 and ADC12, which can be used as liquid cooled plates. It should be noted that copper and aluminum materials cannot be mixed and welded together due to material properties.For example, if we design a liquid cooling plate scheme, we usually choose aluminum 6063 material as the base plate of the cooling plate, and use aluminum 1100 cover plate. The main reason is that the thickness of the aluminum cover plate can be freely selected, such as 4,5,6mm; If you choose aluminum 6063 material as the cover plate, it will involve mold costs and material uniformity, which will increase procurement trouble and affect delivery time.
-Finishing:The cold plate surface can be sprayed with oil or powder, Chromate coating finshing.Of course, sometimes special treatment is required on the surface of the cold plate, such as nickel plating to prevent oxidation. The flow channel of the cold plate needs to be anodized to prevent liquid oxidation in the flow channel of the cold plate. The produced oxide will block the water pump circulation system. Of course, regular maintenance and cleaning are necessary. At the same time, using environmentally friendly liquids or non corrosive liquids is also an important factor. In theory, pure water is the best choice. Of course, Considering the problem of liquid freezing and freezing, the usual solution is to add appropriate refrigerant to prevent this problem.
-Making process:Due to the fact that friction stir welding generates heat under mechanical force to weld products.No need to add wire, welding aluminum alloy without prior to welding in addition to oxide film, no need to protect gas, low cost;Welding process is safe, no pollution, no smoke, no radiation and so on.
How do We Make Liquid Cooling Plates for Friction Stir Welding Process?
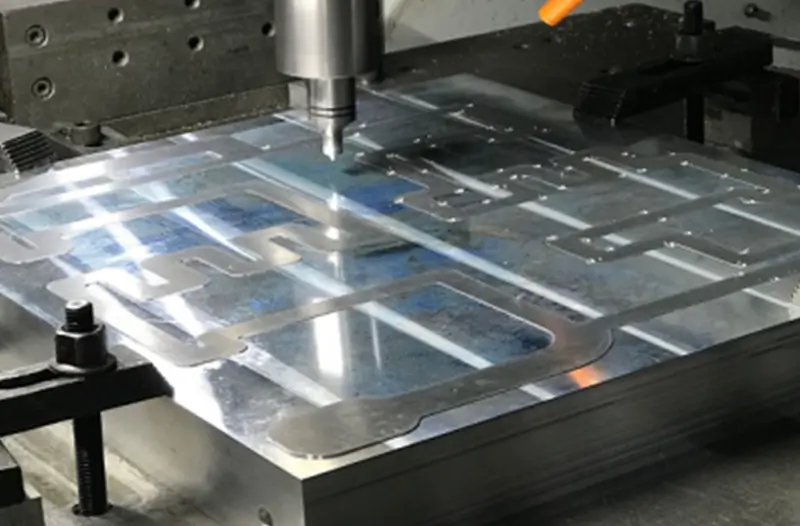
Due to mechanical processing forces, we usually process the bottom plate of a cold plate, with a thickness generally greater than 12mm. Of course, this thickness depends on the heating power and the size of the liquid cooled plate. Due to material properties and stress release after processing, the liquid cooled plate will deform, so thickness is very important.
Then, based on the position of the heat source, suitable microchannels, namely microchannels, are processed. The characteristics of these channels depend on the power density of the actual working chip. For example, small and high-power chips require very dense microchannel features, which can exchange a large amount of heat with the liquid. For example, using the shovel fin process, CNC processing, and other methods can complete the processing of cold plate microchannel features.
So, this type of cold plate is composed of two parts, one is the bottom plate of the cold plate, and the other is the cover plate. There is also a very important feature on the flow channel of the cold plate, which is to make a convex shape feature, that is, the edge of the flow channel needs to be reserved for a change

How to Test the Leakage Of The Cold Plate?
The reliability of the cold plate is a very important evaluation parameter in the entire product attribute. Usually, the working pressure of the customer’s water pump or circulation system is around 0.2-1.0Mpa. Therefore, when testing the cold plate, we first need to clean the flow channel of the cold plate with a water temperature of 80 degrees Celsius to prevent oil stains and aluminum cutting from entering the circulation cooling system.
Then put the cleaned cold plate into the testing platform. At this time, we can connect the inlet and outlet of the cold plate through a 1.5Mpa air pressure to ensure that the air pressure is fully filled in a closed circulating flow channel. This pressure holding time is usually 5-20 minutes, depending on the customer’s needs and actual application conditions. Usually, we do a 10 minute pressure holding test to determine if there is any leakage.
After completing the pressure maintaining test, we will enter another stage of testing the flow resistance, which is also very important because we will analyze it through simulation software during the design process to obtain a theoretical flow resistance parameter that needs to be matched with the water pump and circulation system used by the customer’s time. Adding excessive flow resistance will increase the load capacity of the water pump, and we will also note that, If there are impurities or aluminum cutting residues inside the flow channel during the processing, we can select this unqualified cold plate through data comparison.

Air pressure holding test

Flow resistance test

Helium leak test
How to Help Customers Design A Liquid Cold Plate?
Thermal simulation analysis is a very important process, especially for new design projects. Early stage simulation analysis can shorten the product development cycle and save costs. We usually tell our customers whether they need to provide them with a thermal analysis solution. If customers do not have the design ability, we usually design the optimal solution for them for free, which can save them development time and costs, Generally speaking, it can save 30% of product development time and 50% of research and development costs.We usually need the following parameters to assist customers in conducting thermal analysis:
-Size:
Based on the size of the customer’s cabinet, provide us with an ideal size for the liquid cooling board. For example, the length, width, and height of the liquid cooling board are 200x200x15mm, respectively.
-Material:
What are the material requirements for the cold plate, such as aluminum or copper? Generally, we choose aluminum more than others, considering not only cost but also weight. Of course, there is also an important issue to consider, such as the issue of corrosion prevention. At this time, it is necessary to consider copper or stainless steel materials, usually stainless steel cold plates. We suggest using stainless steel tubes to press into aluminum plates to make Tube liquid cooling plates.
-Thermal power:
We need the thermal power of the customer’s chip, as well as the position on the PCB, which corresponds to the position on our liquid cooled plate. Based on the size and position of this chip, we will develop detailed flow channels and microchannels. When the power density is high, we will consider designing microchannels with local encryption.
-Environment temperature:
We need to know the working environment temperature of this product in order to set it for operation in our software. Usually, we set the temperature to around 35 or 45 degrees Celsius. Of course, if we encounter a laser module pump source, we set the environmental temperature to 25 degrees Celsius, depending on the customer’s requirements.
Temperature and flow rate of liquid inlet:
This parameter is used to set the inlet temperature of the liquid, and then based on the flow rate, we set the flow rate so that we can see the vector cloud head of the liquid flow rate and pressure throughout the entire module. Based on these surfaces, we further optimize, such as adjusting the position, width, depth, and other aspects of the flow channel to achieve the optimal heat transfer effect.



How to Control the Quality of Our Products:
At Kenfatech, we prioritize quality above all. Our comprehensive quality control measures ensure the reliability and durability of our products. Each liquid cold plate undergoes rigorous testing for thermal performance, structural integrity, and fluid tightness to meet our high standards. Our team of experts scrutinizes every stage of the design, development, and production process, ensuring each product that leaves our facility stands as a testament to our commitment to excellence.
We recognize that product quality issues and delivery delays are prevalent pain points in our industry. Therefore, we’ve implemented strict production management protocols and a robust supply chain strategy to mitigate these issues. By synchronizing our production schedules with our clients’ timelines, we ensure timely delivery of products without compromising on quality. Choose Kenfatech, where we merge impeccable quality with punctual delivery, providing you with seamless service and peace of mind.
At the same time, we also value customer feedback, such as problems found during use and installation of products, which can be fed back to our business and after-sales personnel. Our regular quality meetings on Wednesdays will focus on discussing these problems to prevent and prevent future occurrences. Of course, in terms of process improvement and process stability, we often improve, The purpose of updating and upgrading software for machine equipment is to ensure the reliability and stability of our products, without any quality issues occurring

Why Choose Kenfatech's Liquid Cold Plate?
Design and Development Expertise
Our team's proficiency in creating tailored liquid cold plate solutions sets us apart. We harness our deep understanding of thermal dynamics to design products that meet your specific needs.
Quality Assurance
We implement stringent quality control measures, ensuring the reliability and durability of our products. Our liquid cold plates stand the test of time, providing a robust solution for your cooling needs.
Wide Product Range
From FSW to brazing, extrusion, and copper tube liquid cold plates, we offer a diverse product range, catering to various industry applications and power densities.
Timely Delivery
We understand the importance of time in business. Our efficient production management protocols ensure we deliver high-quality products right when you need them.
Customer Service
Our commitment extends beyond product delivery. We provide exceptional customer support, assisting you at every step of your journey with us. deliver high-quality products right when you need them.
Proven Track Record
Our track record of successful collaborations across various industries speaks volumes. Companies worldwide trust Kenfatech to provide them with top-notch thermal management solutions.
Standard specification dimensions are as follows:
You can click on the part number below to view the detailed page, and our drawings are available for download.
(Length X Width X High,Unit mm)
| Part Number | Size(mm) | Material | Drawing |
| KF-CP-18-F001 | 202X130X20t | Aluminum | Detail information |
| KF-CP-18-F002 | 198x147x20t | Aluminum | Detail information |
| KF-CP-18-F003 | 162x136x20t | Aluminum | Detail information |
| KF-CP-18-F004 | 162x147x20t | Aluminum | Detail information |
| KF-CP-18-F005 | 162x172x20t | Aluminum | Detail information |
| KF-CP-18-F006 | 100x100x19t | Aluminum | Detail information |
| KF-CP-18-F007 | 80x170x19t | Aluminum | Detail information |
| KF-CP-18-F008 | 120x120x19t | Aluminum | Detail information |
| KF-CP-18F009 | 140x300x19t | Aluminum | Detail information |
| KF-CP-18-F010 | 150x170x19t | Aluminum | Detail information |
| KF-CP-18-F011 | 150x230x19t | Aluminum | Detail information |
| KF-CP-18-F012 | 170x170x19t | Aluminum | Detail information |
| KF-CP-18-F013 | 230x230x22t | Aluminum | Detail information |
| KF-CP-18-F014 | 300x300x22t | Aluminum | Detail information |
| Notes: 1,Aluminum, copper, and stainless steel can be substituted based on specific requirements. | |||
| 2,Surface treatment requirements can be changed. | |||
| 3,The production cycle for samples is two weeks. | |||