FSW Weld Whitening and Anodizing Adaptation Technology.Friction Stir Welding (FSW) is a mature solid-state joining process. Featuring non-melting welding, zero porosity and cracking, and minimal workpiece deformation, it is widely adopted in mass production of aluminum alloy new energy structural parts and aluminum alloy liquid cooling plate components. However, continuous white strip patterns tend to form on FSW welds during actual processing. This surface defect becomes more severe after subsequent anodizing, resulting in inconsistent color difference on workpieces and directly lowering product yield. To resolve practical surface defects in mass production, this paper systematically analyzes the formation mechanism of whitening on aluminum alloy FSW welds from three perspectives: phenomenon, root causes and countermeasures, based on on-site production experience. It clarifies the correlation between anodizing processes and weld color difference defects, and establishes a complete process solution covering welding parameter optimization, post-weld pretreatment, anodizing parameter adjustment and precision CNC rework. This work provides practical guidance for quality control of anodizing on friction stir welded aluminum alloy workpieces.
1,Whitening Defect on Friction Stir Welding Welds
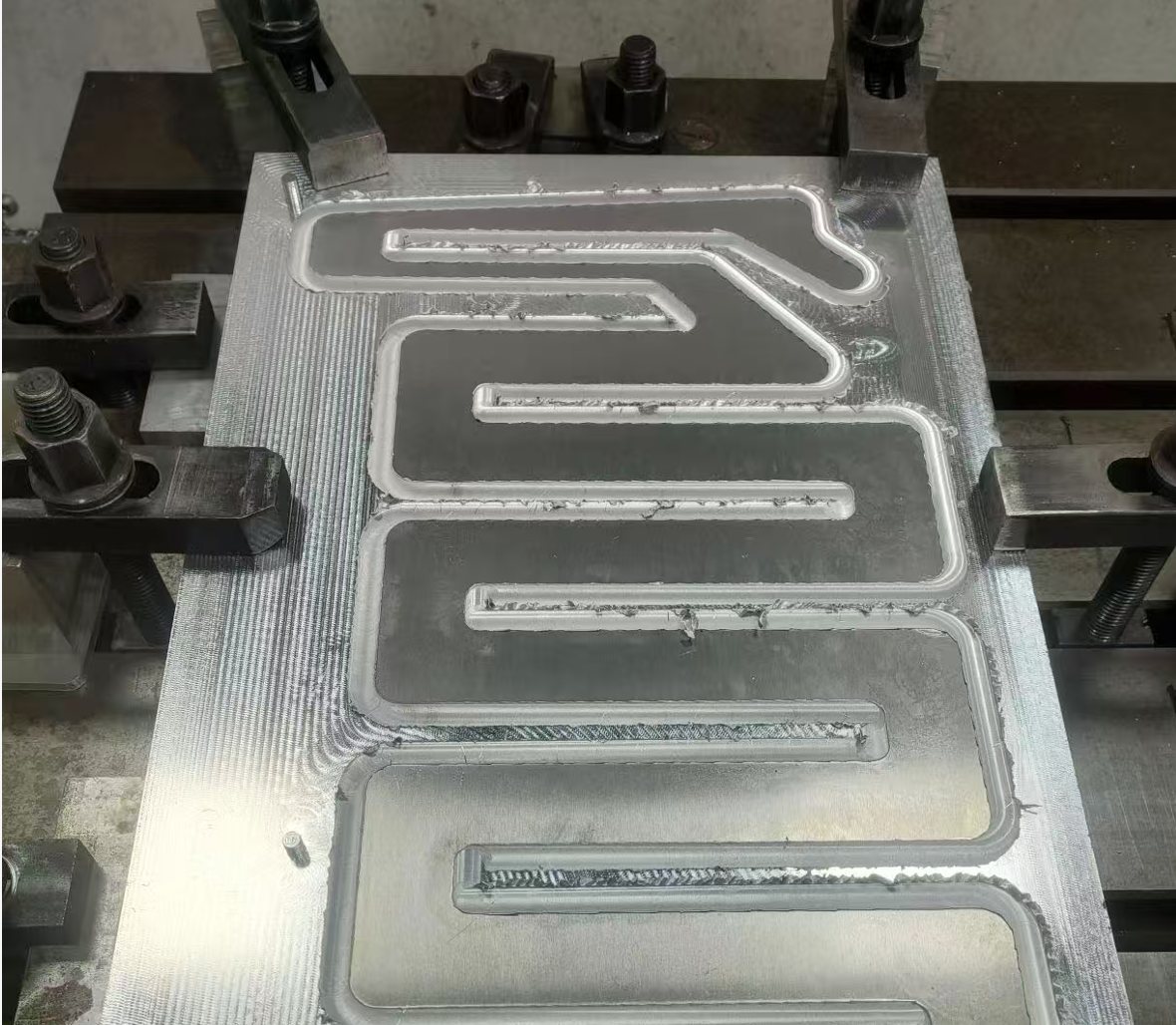
After aluminum alloy workpieces are processed via friction stir welding, continuous white or grayish-white strip marks often appear along the weld path traced by the stirring tool, creating a stark visual contrast against the base metal. On-site production observations prove this whitening is not merely surface dirt or machining residue. It mainly presents in two forms and acts as the primary trigger for uneven weld color after anodizing. Native White Bloom on Base Metal Surface Before any post-processing after welding, the weld surface is covered by a matte white film with patchy local distribution and no metallic luster. The surface feels smooth without protrusions yet shows prominent color deviation from the bright base metal zone.
This loosely structured, weakly adhered white bloom forms a shallow surface defect generated by high-temperature forging during FSW. It occurs on nearly all FSW aluminum alloy parts, with varying severity determined by welding parameters. This whitening stems from uneven internal microstructure in the weld zone rather than surface contaminants, representing a structural color defect and one of the most difficult cosmetic issues to eliminate fully in mass production. From a product performance perspective, FSW weld whitening is solely a cosmetic flaw that does not impair weld mechanical strength, workpiece tightness or overall service life. Nevertheless, when manufacturing precision heat sinks and exposed structural components with strict appearance standards, this defect directly renders products unqualified, standing as a key bottleneck lowering the mass production yield of anodized FSW aluminum alloy parts.
2. Formation Mechanism of Weld Whitening
Unlike oxidation blackening and slag inclusion defects in conventional fusion welding, weld whitening is a unique issue of solid-state friction stir welding. Combined with metallographic characteristics and actual production conditions, this defect mainly originates from high-temperature oxidation on the weld surface layer, segregation of alloy precipitated phases and differentiated microstructure evolution across various weld zones. Meanwhile, the anodizing process will further amplify the original color difference defects. The detailed formation mechanism is elaborated as follows.
2.1 Formation of Porous Alumina Layer via High-Temperature Friction Oxidation
Friction stir welding relies on heat generated by rotational friction of the stirring tool to join aluminum alloys in a plastic state, with welding temperatures kept below the melting point of aluminum alloy. During welding, surface metal of the weld stays plastic at high temperatures for a long time and fully reacts with air to form a porous, loose alumina film. Unlike the dense native oxide film on base metal, this transient welding oxide film features uneven thickness, loose structure and poor bonding with the substrate, resulting in weak light reflection and macroscopically visible white foggy stripes. Heat input directly determines the severity of whitening: higher rotational speed, slower welding travel speed and longer high-temperature exposure will aggravate surface oxidation and thicken the white bloom. In addition, long-term abrasion of the stirring tool sheds tiny hard fragments of iron and tungsten, which mix into the weld surface and worsen grayish-white patchy surface defects.
2.2 Color Stains Caused by Agglomeration and Segregation of Alloy Strengthening Phases
Mass-produced 6061 and 6063 aluminum alloys belong to Al-Mg-Si series, with uniformly dispersed Mg₂Si strengthening precipitates inside the base metal to guarantee basic material properties. Local high heat from FSW completely disrupts the even distribution of alloy phases in the weld and heat-affected zone. Under high temperature, fine Mg₂Si precipitates inside the weld rapidly coarsen, agglomerate and accumulate heavily on the weld surface, while precipitates in the base metal remain fine and evenly distributed. The enriched precipitate zones show distinct light reflection performance compared with pure aluminum matrix, forming regular white strip marks on the workpiece surface. This is the key reason why whitening is most severe in the thermo-mechanically affected zone on the advancing side of FSW welds.

3. On-Site Process Optimization and Defect Treatment Solutions
3.1 Optimization of Welding Parameters to Reduce Defects at the Source
3.2 Fine Post-Weld Pretreatment for Complete Removal of Surface White Bloom
3.3 Adjustment of Anodizing Process to Weaken Structural Color Difference
4,Conclusions & Mass Production Application Recommendations